Partner serwisu
Partner serwisu
Dostępność
Kontrast
Tryb domyślny
Tryb czarno-biały
"Tryb czarno-żółty
Tryb żółto-czarny
Czcionka
Zmniejsz czcionkę
Domyślna czcionka
Powiększ czcionkę
Logowanie
Rejestracja
0
Koszyk
0
Menu
STRONA GŁÓWNA
Prenumerata
Wydania
Wydarzenia
Profesjonalne Warsztaty Magazynowe
FORUM E-COMMERCE CONFERENCE 2026
KONFERENCJA MASZYNOWA | 8–9.10.2026 r.
KONFERENCJA BHP | 23-24 listopada 2026 r.
SZEFOWIE PRODUKCJI | 17-18.11.2026 r.
Inne
O czasopiśmie
Baza wiedzy
DODATKI
Kontakt
Więcej
STRONA GŁÓWNA
Prenumerata
Wydania
Wydarzenia
Profesjonalne Warsztaty Magazynowe
FORUM E-COMMERCE CONFERENCE 2026
KONFERENCJA MASZYNOWA | 8–9.10.2026 r.
KONFERENCJA BHP | 23-24 listopada 2026 r.
SZEFOWIE PRODUKCJI | 17-18.11.2026 r.
Inne
O czasopiśmie
Baza wiedzy
DODATKI
Kontakt
Czasopismo
Poprzedni numer
Czerwiec 2026
Inne wydania
Czerwiec 2026
Przejdź do e-wydania
Strażnicy wysokiego składowania
Paweł Wolny
10 czerwca 2026
Infrastruktura krytyczna
Jacek Grzechowiak
10 czerwca 2026
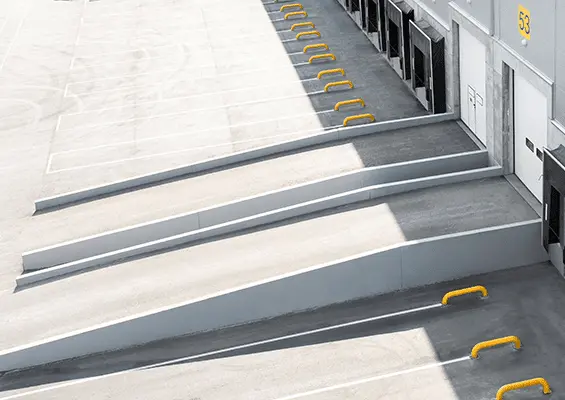
Poprawa bezpieczeństwa i efektywności pracy ramp załadunkowych
Rafał Koszewski
9 czerwca 2026
Wentylacja i klimatyzacja
Marcin Bieńkowski
9 czerwca 2026
Ochrona przeciwpożarowa w obiektach przemysłowych i logistycznych
st. bryg. w st. spocz. mgr inż. Kamil Kwosek
10 czerwca 2026
Największe ryzyko w fabryce powstaje przed wdrożeniem technologii
Katarzyna Marszałkiewicz
10 czerwca 2026
Monitoring wizyjny w zakładzie pracy
Anna Kałużna
10 czerwca 2026
Diagnostyka profilaktyczna a błąd ludzki
dr n. med. Marta Dziemiańczuk
10 czerwca 2026
BHP w nowym wymiarze
Jagna Pomorska
10 czerwca 2026
Bezpieczna firma w praktyce
Redakcja
10 czerwca 2026
Zamknij